



















St. Paul, MN (February 3, 2021)— Flexibility is a strategic goal for many manufacturers, as those organizations that demonstrate flexible operating models tend to claim industry-leading positions.
While many manufacturers outsource to reduce production costs, more progressive companies seek flexibility in their manufacturing processes to manage costs and expand their customer bases. This flexibility supports financial resilience in difficult economic times.
Automatically managing tools and pallets with software enables high-mix, low-volume production – where parts with a high value are produced on a single machining center – that can flexibly respond to the machining needs of the market.
“Successful shops are implementing small lot size automation and these innovative companies are hard to compete with using conventional approaches and machines,” said Matsuura USA President, Craig St. John.
True flexibility empowers manufacturers to stay in tune with their market, replacing rigid and static operating models with levels of control and responsiveness never previously possible.
Some advantages of High-Variation/Low-Volume production are better tailoring to specific customer demand, improved responsiveness and lower inventory requirements for finished goods.
In addition, High-Variation/Low-Volume companies can often take advantage of contract work for limited or small quantity product runs from High-Variation/Low-Mix companies, which may be either domestic or foreign.
This flexibility provides High-Variation/Low-Volume companies the ability to make investments and continue to grow. These companies adjust setup and processing procedures to create simplified workflows by implementing lean practices into assembly procedures. As a result, High-Variation/Low-Volume manufactures have become more capable of withstanding economic downturns and changes in market spending.
Matsuura’s automated, lights-out production enables many companies to take on low-volume jobs for various industries. With a wide variety of work, minimizing setup times is key to success.
An emphasis on quick changeover—the ability to quickly convert from running one product to another—is essential for a manufacturer that has a highly variable mix of product.
In small lot production, elimination of set-up time is the primary goal. Shaving a few seconds or even minutes of cycle time per part when making 20 or 30 parts is insignificant. The savings and the profit improvement come from reducing set-up time from hours to zero and by running parts unattended overnight and on weekends.
“Matsuura’s customers often run the High-Variation/Low-Volume components which require more engineering and set-up during the business day. Then, they change over to the unmanned production, where the pallets in the system run all night,” St. John added.
When George McNab, president of MAC Machine Company, says his shop has “always been a proponent of automation,” he’s not exaggerating. The Baltimore, Maryland-based company first began running multi-pallet, horizontal milling machines unattended 22 years ago, a time when few manufacturers had implemented “lights-out” production. For MAC, it was the beginning of a specialization in short-run, high-mix production in which setup time is often a make-or-break factor in meeting deliveries and making profits.
To minimize setup time, the company relies on Matsuura four- and five-axis, multi-pallet VMCs and HMCs. These machines have increased the shop’s competitiveness to the point where it can successfully participate in all markets to which it is exposed, Mr. McNab says.
Those markets include aerospace, defense and medical, which account for approximately 60, 20 and 15 percent of the company’s work, respectively. The remainder of the work is for high-technology, commercial customers. Among the components produced at the shop are mechanical parts used in space suits and components for the Joint Strike Fighter, as well as items for submarines, missiles, rocket motors and ejector seats.
Other work includes surgical implants and components for diagnostic medicine, commercial satellites and aircraft. While most production is for the domestic market, the company also attracts business from Europe, the Middle East and other regions.
The production floor is a busy place, with more than 200 active projects at any given time, Mr. McNab says. And high-quality machines aren’t the only important factor in meeting the demands of a lights-out production process—this also requires a skilled workforce, he adds. The company depends on specialized “setup machinists” who work the first shift to prepare new work for the multi-pallet production line. The second shift is much smaller, consisting of only seven or eight of the shop’s 60 total employees. These workers are charged with monitoring the automated systems and ensuring everything is for the unattended third shift.
The shop runs unattended 90 hours per week out of an available 168 production hours. Prior to its switch to multi-pallet systems, the shop used single- and twin-spindle vertical machines that required lengthy setup times and were not suitable for unattended operation.
The transition to multi-pallet machining centers eliminated more than 50 percent of previously required operations by enabling complete machining of a part in a single cycle, Mr. McNab says.
Using multi-pallet machines to reduce setup times on small production lots has since become a core competency for MAC Machine, and the company has earned a reputation for taking on difficult jobs that other shops might decline. While that has created strong customer relationships, it has also consistently led to a demand for smaller lots, lower pricing and zero tolerance for error.
“We must anticipate problems in advance and take corrective action before the green button is pushed,” Mr. McNab says. “We have to make good parts right the first time.”
Thanks in part to its skilled workforce and a climate-controlled quality lab, the company manages to achieve a percent parts-per-million (ppm) rate of less than 1,000. That is, on a job consisting of 1,000 parts, only one will be rejected. However, Mr. McNab emphasizes that achieving near-perfect production runs and addressing cost and delivery concerns make up only part of the equation—productivity is the most challenging aspect of meeting stringent customer expectations. And with throughput limited by machining speed, improving productivity comes down to reducing setup times, he says.
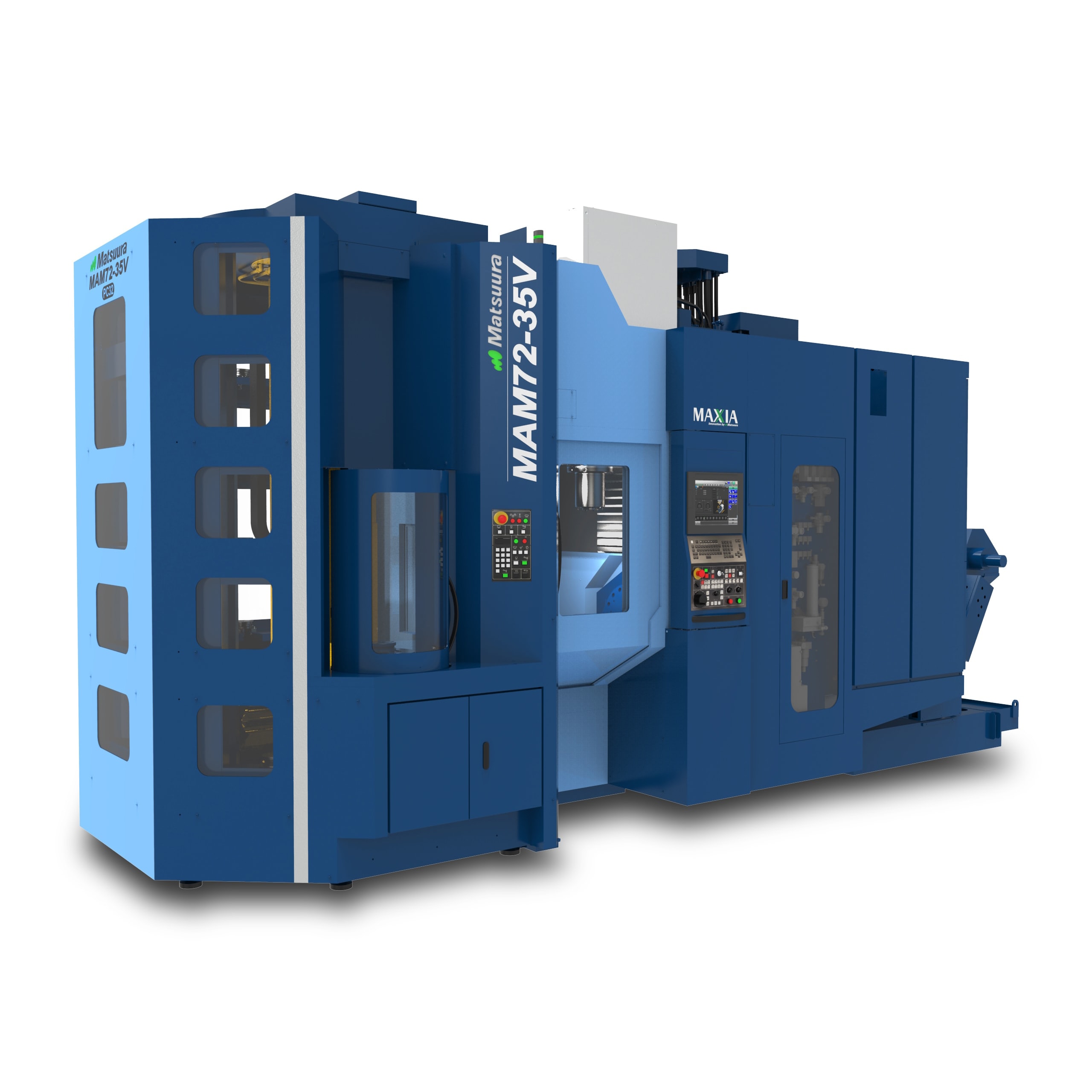
For that, the shop depends on its Matsuuras: 13 MAM series four- and five-axis machining centers chosen specifically for lights-out production. Among the top performers is the MAM72-63V, a five-axis machine designed for processing large, geometrically complex components within a work envelope that measures 24.8 by 17.7 inches and accommodates workpieces as heavy as 770 pounds. The company also uses the MAM72-35V, a smaller, five-axis model capable of processing workpieces measuring as large as 13.77 inches in diameter and 9.44 inches high. Various H.Plus-300 series HMCs complete the lineup. All are teamed with stand-alone, multi-pallet systems from Matsuura that contain anywhere between 2 and 32 pallets. That means the shop can machine as many as 32 different parts, one right after the other, on a single milling machine.
The configuration of the MAM machines enables the company to automate production of difficult workpieces by virtually eliminating interference areas, Mr. McNab says. Specifically, their fixed spindle and tilting table configuration maximizes the rigidity of the tool and toolholder when milling awkward part features, even when machining irregularly shaped workpieces as large as 24.8 inches in diameter.
The shop also depends on the CAMplete TruePath software furnished with the Matsuuras for bridging the gap between CAM input and the machines. Rather than blindly sending CAM system output through a postprocessor to the machines, the company uses this software to analyze, modify, optimize and simulate five-axis tool paths in a seamless, five-view, 3D environment. This helps avoid problems before pro-duction begins. John Leonard, shop foreman, believes the software has been instrumental in the company’s success with lights-out machining.
“Today, an operator can preview the entire routine and anticipate and correct potential issues before any machining even starts,” Mr. Leonard says. “This drastically reduces setup times and gives us an invaluable edge over the competition.”
The flexibility and automation capabilities of the Matsuuras have helped streamline MAC Machine’s production process. The multi-pallet systems and CAMplete software have reduced setup times by 85 percent. Additionally, cycle times have been slashed by 70 percent by reducing the number of cycles required to machine a part. However, successfully automating short-run, high-mix jobs has resulted in the greatest savings.
“Unattended machining has allowed us to operate second and third shifts with fewer machinists,” Mr. McNab says. This has effectively reduced our labor rate by 30 percent and has allowed us to be more competitive.”
Interview with MAC Machine courtesy of Modern Machine Shop.
Matsuura Machinery USA, Inc., located in St. Paul, MN is the U.S. subsidiary of Matsuura Machinery Corporation in Japan. Since 1935, Matsuura has been the forerunner in designing innovative technology and manufacturing solutions to a variety of industries around the globe. Matsuura Machinery USA, Inc. delivers unmatched excellence in 5-axis, vertical, horizontal, linear motor, multi-tasking CNC machine tools and machines with a powder bed metal AM platform with machining capability. Matsuura Machinery USA, Inc. provides the service, applications and technical field support that have always been the Matsuura standard for business.
For more information on Matsuura products, please contact your exclusive Matsuura Distributor. To locate your local distributor, please visit HERE.