




















 St. Paul, MN—(September 8, 2017) — Owning and running a manufacturing firm in the 21st Century means keeping your eyes on many things that didn’t exist years before. The leadership team must be engaged at all levels – developing the workforce, growing the customer base, and achieving consistent operational excellence, including staying on top of technology advances.
St. Paul, MN—(September 8, 2017) — Owning and running a manufacturing firm in the 21st Century means keeping your eyes on many things that didn’t exist years before. The leadership team must be engaged at all levels – developing the workforce, growing the customer base, and achieving consistent operational excellence, including staying on top of technology advances.
“They all relate,” says Randy Neckien, vice president of operations at W Machine Works in San Fernando, California. “We have strategy meetings with our leadership team, out of which came the decision that no one customer should take up more than 30 percent of our business,” he says. “Diversifying our customer base has resulted in different customer requirements, meaning we have to pay attention to new technology advances and what they can do for us. And advanced technology without the right employees and the right training is useless.”
Randy, along with W Machine Works President Marzel Neckien, his brother, run the 48-employee machine shop established by their father in the late 1970s in a two-car garage. It was an aerospace job shop from the start, taking on small volumes of airframe and component parts for three main customers on an engine lathe and a Bridgeport. “It was a small shop built on hard work and service,” Marzel recalls. “We didn’t get by on choice connections, strictly hard work.”
Over the years, that hard work has included new capital equipment to stay on top of the company’s growing business. In the last two years, W Machine Works has added a Nakamura Tome WT-150, an opposed-spindle, two-turret multi-tasking machine with a high-torque milling motor on the upper and lower turrets. “We began moving parts from three setups on separate machines to a single setup on this one,” Randy says.
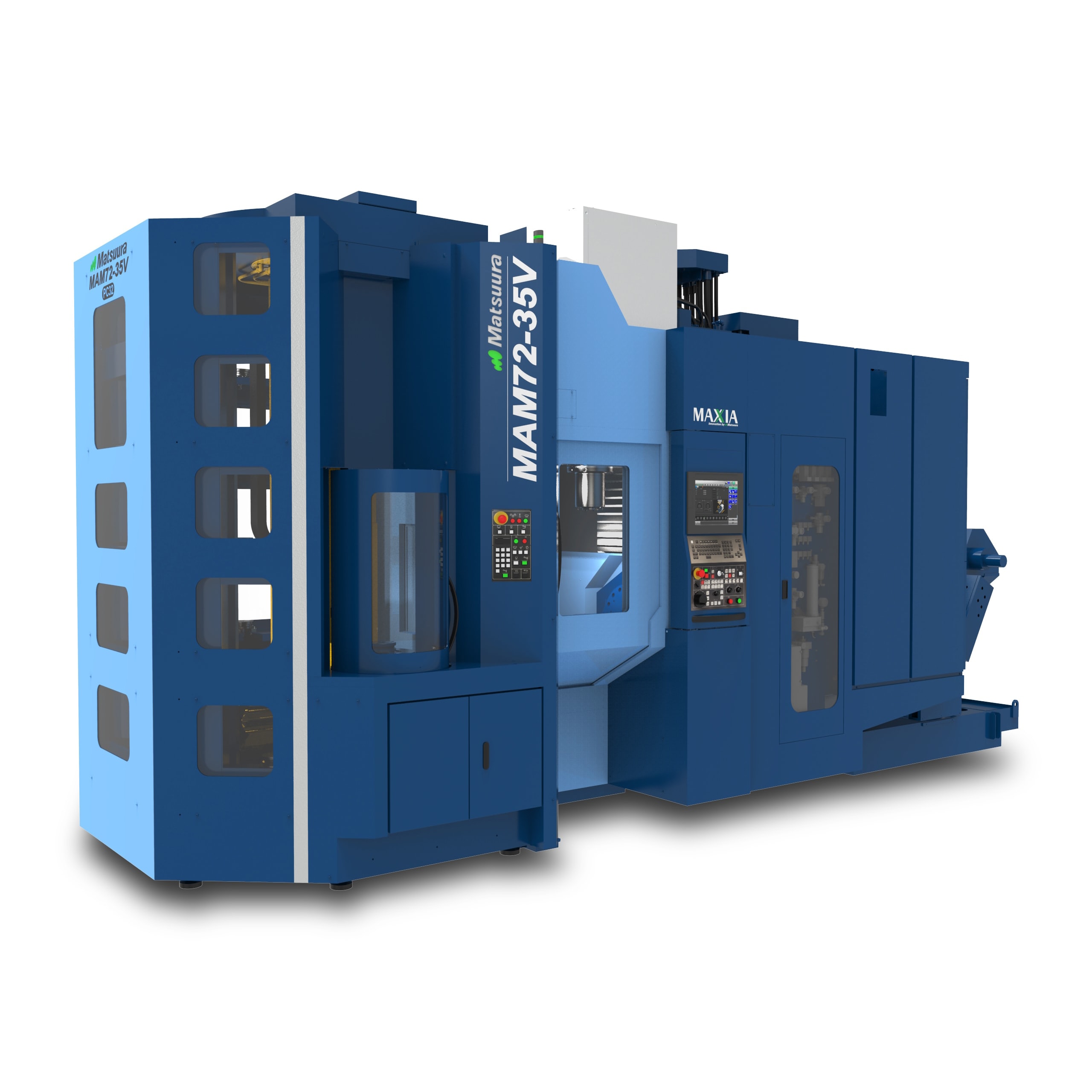
Multi-tasking and single setups quickly grew to include automation for W Machine Works’ high-mix/low-volume business. Its next major acquisition was a Matsuura MAM72-35V, a five-axis machining center with 240-tool capacity, robotic loading and unloading, and 32 pallets, sized right for the company’s varied part mix. “We got this one right from the beginning,” says Marzel. “We defined our processes properly, bought it new, tooled it properly, and trained on it properly. Our parts run the gamut from fittings, ballasts, and housings to spars and rails, all out of every series stainless up to high-temperature titanium alloys and castings. With 32 pallets, we can run multiple jobs simultaneously and jump in with a first article. It gives us tremendous capability in minimum floor space.”
Standards for Work and Tools
With its 240-tool Matsuura, 48-tool Nakamura, and a Mori Seiki NMV 5000, another automated machining center with a larger work envelope, W Machine Works quickly saw the value of standardized tooling. “That’s another thing we learned on our process-improvement journey, that it’s more important to have standardized tooling on hand for all our machines than to chase the cheapest or fastest tool for every job,” says Randy.
Part of the reason why has to do with the company’s customers. “Building a strong customer base for us has meant a high mix of parts in low volumes, such as 10 to 50 in a lot,” Randy explains. “The emphasis is on quick turnaround, often with added processes such as anodizing, heat-treating, or assembly. We’d love to have five-year contracts with weekly deliveries of parts, but that’s not the way it works.”
The company’s high mix of part requirements also includes a high mix of materials, including aluminum, stainless steels, high-temperature nickel-based alloys like Inconel, and titanium. Rudy Gomez, machine shop manager, says efficiently running such a mix of parts and materials is possible if you do your homework.
With 14 years of machining experience, including the last four spent at W Machine Works, Gomez, a member of the W Machine Works leadership team, is a key part of maximizing the company’s automation capabilities. “One of the biggest differences in my time here is the stuff we’ve put into the shop,” he says. With all the automation capabilities the shop possesses in the cells, every labor hour at W Machine Works results in an average of three machine hours of work. Creating standard work procedures and taking advantage of standardized tools was a key task.
Take a current titanium part the shop is running as an example. Made from 6AL/4V titanium with dimensions of 5.5 inches by 3.5 inches by 2.25 inches, key recommendations include rigid setup, slow speeds, high feeds, adequate coolant, and sharp tools. With its high tensile strength and hardness characteristics, the part is a perfect candidate for running overnight on the company’s automated machining centers.
“We developed standard work procedures and standardized tooling for the job, but indexable inserts became a bottleneck,” Gomez says. Broken tooling started piling up by the boxload, and indexing the tooling to present a new cutting edge required time and operator input. “We started investigating solid end mills for the machining and found we could achieve speeds and feeds similar to indexables without the need to index the tools. With redundant tooling capabilities in our machining centers and a strong reconditioning program, it seemed the right answer to our situation.”
The company had experience with WIDIA-Hanita five-flute VariMILL II end mills for cutting stainless steel and Inconels and started using them to mill the titanium parts. “We were achieving between four and five pieces per tool,” Gomez says. Gomez began inviting other end mill suppliers to test-cut the part with their tooling and achieved approximately the same results. “I still didn’t think it was good enough,” he says.
Jonathan Saada of Jonathan Saada & Associates, the West Coast representatives for WIDIA-Hanita cutting tools, offered another alternative, developing a custom solid end mill for W Machine Works. “There’s always a tradeoff,” Saada says of milling titanium. “Standard indexable end mills with one row of inserts require a step-down approach to machine a deep pocket or feature, usually no more than .500-in. axial depth of cut (DOC). The cost is low in comparison to a helical tool, but so is the metal-removal rate. Helical tools will generate the highest amount of metal removal, but require a great deal of rigidity and horsepower. And, to eliminate downtime during unmanned shifts, secondary tools must be purchased.”
Saada was able to come up with a custom variation of the WIDIA-Hanita VariMILL II solid end mill. Referred to as the next generation of high-performance vari-style end mills, VariMILL II end mills are especially effective in roughing and semi-finishing applications in stainless steels, high-temp alloys, nickel- and carbon-based alloys, and titanium.
Features include a unique design with five unequally spaced flutes, a proprietary flute form and end geometry, and AlTiN coating that enable extremely heavy cuts and exceptional tool life while virtually eliminating tool chatter. VariMILL II end mill geometries eliminate chatter and harmonics so well they can slot up to 1XD, and perform side milling operations up to 0.5D radial and 1.5xD axial.
While details of the customized tool are confidential, involving adjustments to the eccentric relief, core diameter, and coating, the results for W Machine Works were extraordinary – up to 12 pieces per tool for the company’s titanium part. “We’re going a half-inch deep on the passes and 45 percent on the radial cut, hogging out a lot of material,” Gomez says. “It’s been working great – no one else could match it.”
Culture of Continuous Improvement
The customized tool’s success at W Machine Works is also indicative of how the company prefers to work with its technology suppliers. “Over the last 10 years, we’ve continued to increasingly emphasize how closely we look at every aspect of our business to breed success,” Marzel Neckien says. “In this case it was very important for our suppliers to listen that we weren’t looking to achieve better cycle times, we wanted more parts per tool.”
“I want suppliers that are contributing to our success, not selling me the flavor of the day,” Randy Neckien agrees. “Value-added suppliers are looking at our parts, how we program them, and how they fit into our capabilities and way of doing things. I’ve seen more companies willing to help us than ever before, because if we succeed, we become more willing to increase our investment.”
Despite a stormy global economy, W Machine Works is achieving a record sales year in 2009 and plans to continue its success in 2010. “Don’t get me wrong, there are significant challenges out there,” Randy says. “We see more and more jobs asking us to quote ‘ID/IQ’ – indefinite delivery, indefinite quantity. The only way to succeed is to continue improving our leadership skills, workforce development, and operational excellence. Success breeds success.”
(Reprint from Modern Machine Shop-Case Study Post: 3/21/2011)
Matsuura Machinery USA, Inc., located in St. Paul, MN is the U.S. subsidiary of Matsuura Machinery Corporation in Japan. Since 1935, Matsuura has delivered unmatched excellence in high speed and high precision CNC machine tools. From full 5-axis, vertical, horizontal, linear motor or multi-tasking CNC machine tools, Matsuura has been the forerunner in designing innovative technology and manufacturing solutions to a variety of industries around the globe. Matsuura Machinery USA, Inc. provides the service, applications, and technical field support that have always been the Matsuura standard for business.
For more information on Matsuura products, contact: [email protected] or www.matsuurausa.com.
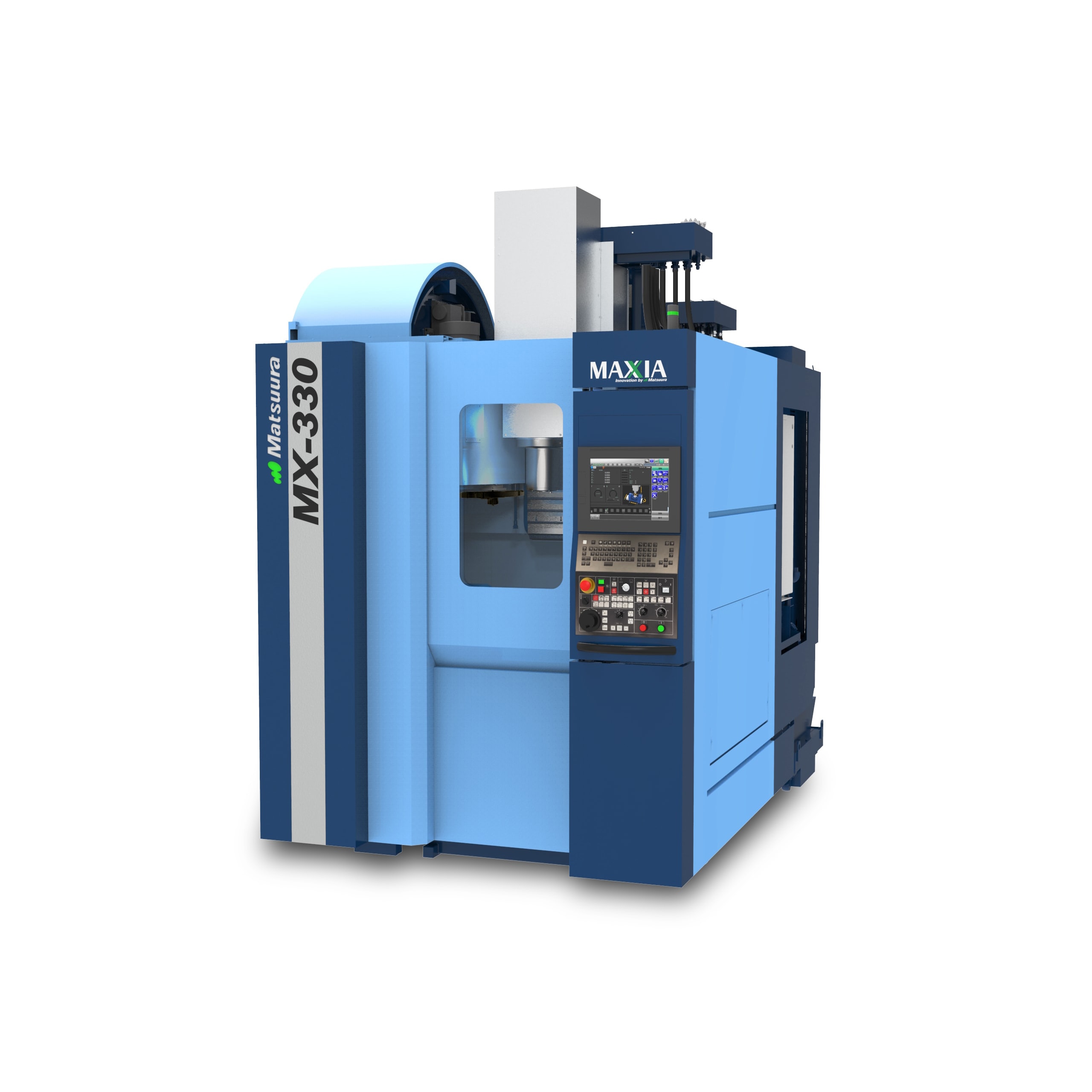
 Los Angeles, CA (September 12, 2017) — Beginning today, Matsuura Machinery USA, Inc. and Selway Machine Tool will exhibit the all-new MX-330 5-Axis Vertical Machining Center in Booth #1235 at WESTEC 2017 at the Los Angeles Convention Center. […]
Los Angeles, CA (September 12, 2017) — Beginning today, Matsuura Machinery USA, Inc. and Selway Machine Tool will exhibit the all-new MX-330 5-Axis Vertical Machining Center in Booth #1235 at WESTEC 2017 at the Los Angeles Convention Center. […] St. Paul, MN (September 7, 2017) — Matsuura Machinery USA, Inc. and Selway Machine Tool will exhibit the all-new MX-330 5-Axis Vertical Machining Center in Booth #1235 at WESTEC 2017. […]
St. Paul, MN (September 7, 2017) — Matsuura Machinery USA, Inc. and Selway Machine Tool will exhibit the all-new MX-330 5-Axis Vertical Machining Center in Booth #1235 at WESTEC 2017. […]